

.jpg)
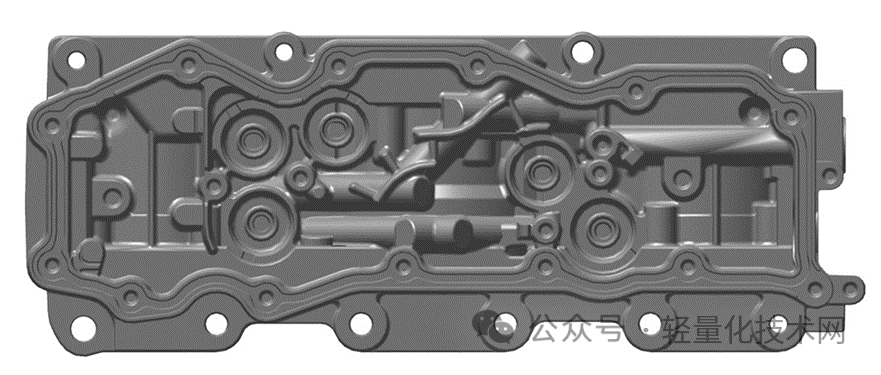
钻机变速箱壳体
EUROGUSS 2024 欧洲(纽伦堡)压铸工业展(2024年1月16日至18日)开展之际,主办方组织专家评选出“2024年欧洲铝压铸奖”。
钻机变速箱壳体
说明铸件的设计、铸造和造型要求及其功能,包括装配部件:钻机控制高度调节的机械变速箱安装在铝压铸外壳中。
设计、铸造和造型要求:壳体不得有任何缺陷(如冷流),属于100%可见件。使用六个滑阀芯进行压铸生产,其中两个滑阀芯通过液压阻挡另外两个滑阀芯,以便生产出符合尺寸的内孔。
为什么要用压铸件制造?外壳以前是用"实心"材料铣削加工而成的。客户对压铸件的优势深信不疑。此外,通过改变工艺不仅节省了材料,还通过调整/优化原始设计进一步减轻了30%的重量。
为什么该部件能获得欧洲压铸奖?▪重量优化铸造。节省材料 -> 减少碳足迹。▪替代其他制造工艺 -> 减少加工过程中产生的废物/废料。▪对模具概念的要求并不低。
技术数据:▪长度:160 毫米▪宽度:120 毫米▪高度:120 毫米▪重量:787 克合金:AlSi9Cu3(Fe)提交公司:Matthies Druckguss GmbH
混合材料仪表板的支撑结构
.jpg)
说明铸件的设计、铸造和成型要求及其功能,也适用于装配部件:转向柱区域仪表板的中央部件|极端气候条件下的高要求(-35°C/+80°C)|安全性(螺纹连接,如转向柱/膝部安全气囊)|重量要求(=>以前的 Mg)。
设计、铸造和成型要求: 通过采用多板模具技术直接浇铸,减少流道 | 通过创新的模具运动学,拆除浇口系统 | 通过减少壁厚,用铝代替镁,重量不变(功能优化设计,而不是流道优化设计)。
为什么要采用压铸制造?▪壁厚大于 2 毫米时的高复杂性和功能要求(如尺寸精度、表面质量)。▪与钢管结构相比具有重量优势,与纯塑料结构相比具有更高的刚性。▪与其他制造工艺相比,大批量生产具有成本优势。▪与镁相比(原材料和供应商市场有限,工艺相关成本高),铝具有成本优势。
为什么该部件能获得欧洲压铸奖?▪创新的 4 板模具技术使壁厚达到 1.5 毫米。▪由于采用了第4块模板,铸件和浇口系统的脱模得到了优化,并具有可重复性。▪减少流道和造型面积 => 在现有系统上实现更大的部件。▪用铝代替镁(与镁相比,二氧化碳排放量减少 75)。▪提高了职业安全性(降低了铸造和加工过程中的火灾风险) 。
技术数据:▪长度:630 毫米▪宽度:436 毫米▪高度:355 毫米 ▪重量:3135 克
合金:AlSi10MgMn提交公司:宝马集团兰茨胡特工厂
GE388外壳
说明铸件的设计、铸造和造型要求及其功能,包括装配部件:该组件有大量的预铸密封面和众多的磁电枢铁芯,在铸造技术方面相当复杂;该组件的密封要求也非常高。
设计、铸造和成型要求:完成铸造的密封面、高密封要求、12 个磁性电枢铁芯 -> 要求良好的填充性、复杂的模具和带有零件镶件的滑块几何形状、带有许多喷射冷却器的复杂冷却方式。
为什么采用压铸制造?结构轻巧,大批量生产成本低,减少机加工。其他制造工艺无法实现。
为什么该部件值得获得欧洲压铸奖? 设计复杂度高,部件有许多大型预铸密封面和 12 个磁电枢铁芯,模具设计和布局费时费力,因为即使在滑块区域也有多个部件镶件。
技术数据▪长度:360 毫米▪宽度:192 毫米▪高度:140 毫米▪重量:4115 克
合金:AlSi12Cu1(Fe)提交公司:alupress AG
GU101 外壳底座--焊接在盖板上的集成冷却通道和预制密封面
.jpg)
说明铸件的设计、铸造和成型要求及其功能,也包括装配部件:由于是电子元件,对清洁度的要求非常高。要求有非常好的微观结构,特别是在焊缝区域,但在圆周密封面区域也是如此,因为这是完全浇铸的。内侧用于自攻螺钉的圆顶(第 71 个)也是完全浇铸的。
设计、铸造和成型要求:焊接几何形状的设计和焊接区域的填充至关重要。考虑铸造模具的焊接模拟结果。有必要对焊接过程进行多次模拟,以便从一开始就将防止焊接变形的措施纳入模具设计中。自攻螺钉型芯的近轮廓冷却。有多种滑轨可供选择。
为什么采用压铸件生产?减少机械加工,节省成本,适合大批量生产。
为什么该部件能获得欧洲压铸奖?▪焊缝区域的微观结构要求特别高。▪严格的工艺公差,确保稳定的铸件质量(微观结构)。▪预铸了 70 多个自攻螺钉孔。型芯大部分采用近轮廓冷却设计。▪精加工的铸造密封面。▪通过节省加工时间实现成本效益(铸造近净功能表面)。
技术数据:▪长度:418 毫米▪宽度:342.6 毫米▪高度:87.3 毫米▪重量:3505 克
合金:AlSi12 (Fe)提交公司:alupress AG
过桥 iX1
.jpg)
说明铸件的设计、铸造和成型要求及其功能,也包括装配部件:电动汽车前端与碰撞有关的复杂安全部件,用于安装电动机和其他装置,如压缩机和电压变压器。对动态刚度(LDAS)有很高的要求,以获得最佳的振动性能(NVH),并在考虑到运行稳定性、滥用和碰撞等负载的情况下,将部件重量降到最低。安装空间有限。
设计、铸造和成型要求: 由于采用了压铸工艺,开放式轮廓带有加强筋,这些加强筋根据拓扑优化排列。尽管横截面是开放式的,但整体刚度非常高,同时具有很强的能量吸收能力,重量比原来减轻了约 30%。在某些情况下,需要创建深而窄的凹槽,这对铸造技术来说非常具有挑战性。由于与相邻部件之间存在无数接口,因此必须从结构和铸造技术两方面对这些连接点进行优化,以确保达到最佳质量。
为什么采用压铸技术?电动汽车的成本压力越来越大,因此需要具有成本效益的制造工艺。封闭横截面可获得极高的刚度值,但需要额外的型芯。只要必要的肋条不会不必要地增加重量,且材料性能符合组件要求,压铸等无芯制造工艺就是首选。
为什么该部件能获得欧洲压铸奖?▪成功实现了与碰撞和安全相关的压铸部件,适用于具有多重要求的高压力应用领域▪在早期开发过程中,成功实施了内部开发和验证的具有代表性系列特性的材料卡,从而在开发循环(精确和快速开发)中实现了目标▪仅通过设计优化就减轻了 30% 的重量,同时满足了产品负载规范的要求▪创新的拓扑优化肋条设计,在实现高刚性的同时,还能在发生碰撞时实现必要的变形和能量吸收。 ▪尽管流道较长、壁厚只有2毫米,并且使用了高达80%的再生铝,但对铸造质量要求极高的安全部件。
技术数据:▪长度:831 毫米▪宽度:543 毫米▪高度:146 毫米▪重量:13700 克
合金:AlSi10MnMg提交公司:Nemak Europe GmbH 尼马克欧洲有限公司
油冷却器盖
.jpg)
说明铸件的设计、铸造和造型要求及其功能,也包括装配部件:挑战是将一个永久铸模部件转换为压铸件。该压铸件有两个大水道,是用盐芯形成的。压铸件的年产量大于10万件,大大降低了成本,减轻了重量。
设计、铸造和造型要求:两个复合盐芯的模塑 - 包括高密封性要求。
为什么要进行压铸生产?节约成本、减轻重量。
该部件为何能获得欧洲压铸奖?该部件采用盐芯技术从永久模铸造转为压铸,自 2022 年起开始批量生产。
技术数据:▪长度:550 毫米▪宽度:300 毫米▪高度:170 毫米▪重量:4000 克
合金:226提交公司:荣海尔铸造部 Gnutti Carlo 集团
本文内容来自:轻量化技术网











