

.jpg)
原标题:基于齿形溢流槽的铝合金压铸件成形试验分析
压铸充型结束时,模具型腔内剩余的气体含量直接影响最终成形的铸件品质。气体含量越大,越易造成气孔、缩孔、缩松等缺陷,导致铸件致密度低,力学性能差。当金属液快速充填型腔时,为避免型腔中的气体阻碍金属液顺畅充填而导致压铸缺陷,必须将型腔中的气体及时排出。在压铸件的实际生产中,在铸件易产生缺陷位置附近开设溢流槽可防止气孔、缩孔缺陷的产生。
一般压铸件在充填时,气体可以从模具分型面处开设的排气道排出。但当模具分型面的密合程度较好,分型面处开设的排气道空间有限时,型腔中的气体不能及时排出,此时必须设置溢流槽。溢流槽能排除型腔中的气体,储存混有气体、涂料、残渣和冷污金属液的冷料。因此采用合理的溢流槽能迅速引出型腔内的气体,增强排气效果,有效控制和调节金属液充填流态,防止金属液局部产生涡流,消除缩孔、缩松、涡流裹气和冷隔。同时可以调节模具各部位的温度,改善模具热平衡状态,减少铸件流痕、冷隔和填充不良等缺陷。
对于带有薄而深筋片的铸件(如气冷发动机的汽缸头、风栅、鼓风机叶轮等)和薄壁壳形且深度大的零件时,尽管生产中也采取了开设溢流槽等措施,但由于受到模具空间的限制,还是会产生大量的气孔和浇不足等缺陷。这通常是由于高速的金属液流入深窄模具型腔时,快速的冲击型腔而形成涡流。高速的金属液将气体卷入后,在凝固时将这些来不及排走的气体包裹在其中,即使这些位置采用局部加压、开大溢流槽等方法,仍然不能将其中卷入的气体有效排出。为了减少铸件在填充过程的各种缺陷,采用在原有模具上直接安装齿形溢流槽结构,在不改变原有模具结构的基础上,发现能有效改善充型时型腔内气体压力和金属液充型能力,并有效排出低温金属液和浮渣,减少或消除各种压铸缺陷。通过多组试验统计对比分析,得出的优化工艺参数能有效减少压铸缺陷。
图文结果
试验用材料为ADC12铝合金,模具模芯材料为H13钢,模具温度为240℃,铝液初始浇注温度为670℃,模具型腔部分采用油路来控制平衡温度,控制油路进口温度为200℃,出口温度为220℃,其他部分采用冷却水冷却,进口和出口温度分别为40℃和60℃。慢压射速度为0.22m/s,快压射速度为2.1m/s,慢压射区间为272mm,快压射区间为74mm,产品包括浇口和溢流槽的总质量为0.787kg,压铸机合模力为3500kN,压室直径为φ60mm,压室填充率为29.3%,料柄长度为16.3mm,增压区间长度为10mm。
.jpg)
图1 产品试制初期溢流槽3D设计模型
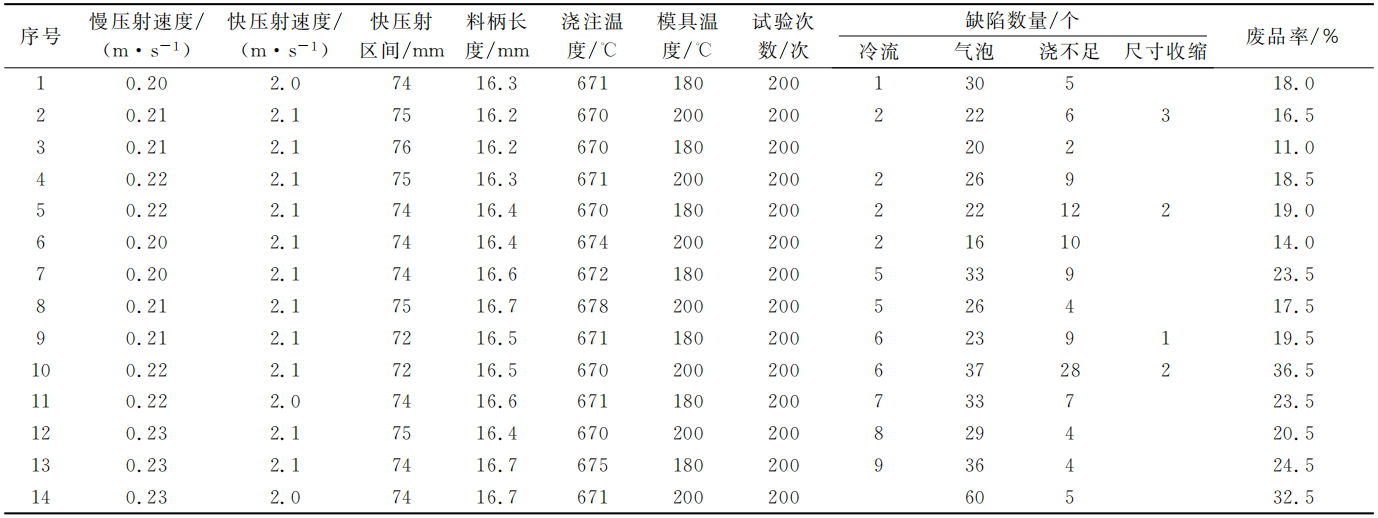
表1 压铸件试验参数及缺陷统计
.jpg)
图2 原始溢流槽和齿形溢流槽模型
.png)
表2 产品试验参数及缺陷统计
图3 采用原始溢流槽和齿形溢流槽的试验效果
研究结论
(1)对薄壁壳形铸件,采用传统的溢流槽,有填充不良、气孔等各种缺陷,这些压铸缺陷是由于模具型腔排气不畅造成的。(2)齿形溢流槽截面积大,能有效改善模具型腔的排气,减少压铸填充时的充型压力,改善金属液充型能力,有效排出先行充填型腔的低温金属液和浮渣。采用齿形溢流槽代替传统的直通型溢流槽后,试样的废品率从之前的11.0%降低到1.5%。在不修改模具基本结构的前提下,通过采用齿形溢流槽,提高了产品合格率。(3)采用齿形溢流排气装置节约了模具成本和生产成本,可以很方便地进行更换和再利用。
作者戴伟 刘佳华中科技大学材料成形与模具技术国家重点实验室程呈武汉理工大学材料科学与工程学院本文来自:《特种铸造及有色合金》杂志,《压铸周刊》战略合作伙伴











